


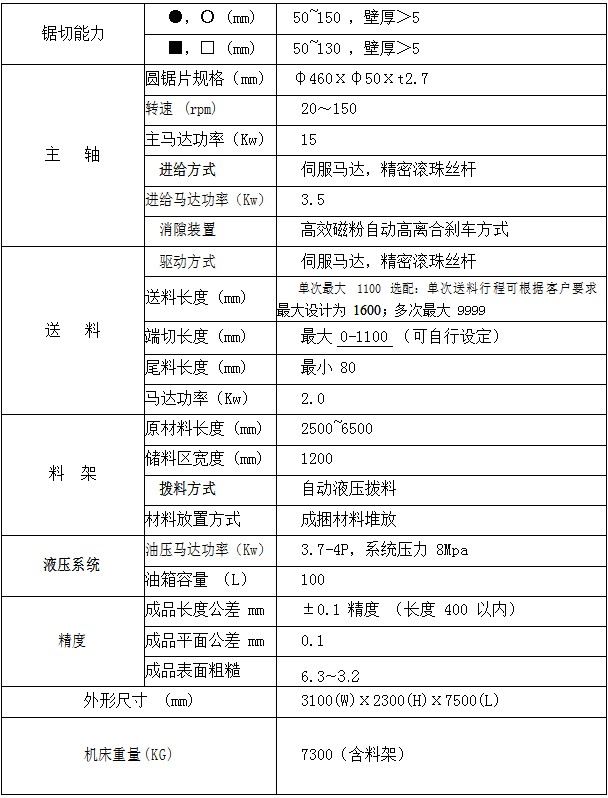
一、主要技术参数
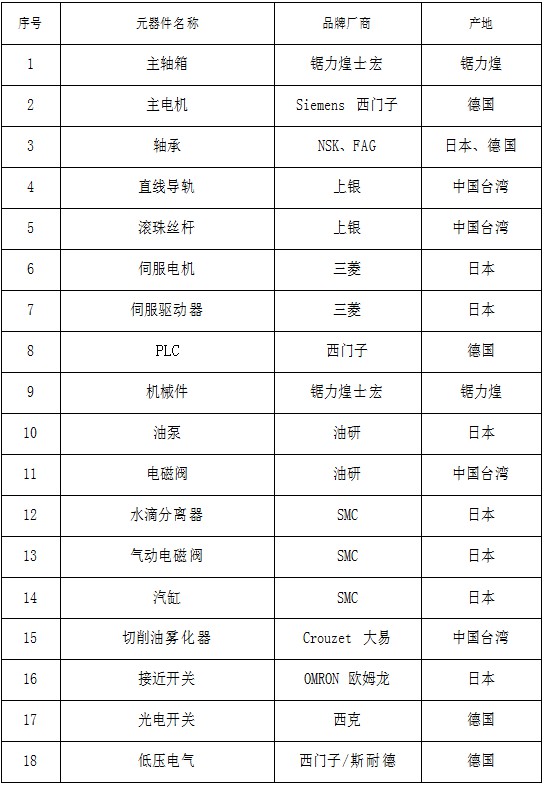
二、主要配件清单
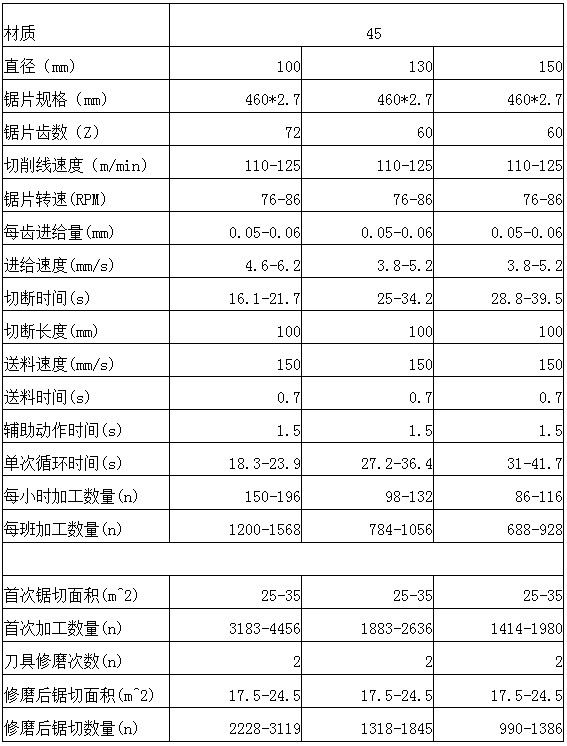
锯切成本计算
三、设备工作环境
原材料要求:原材料弯曲度:≤3mm/m ,材料强度≤1250N/ mm2,材料硬度≤HRC32
1)能源介质条件
Ø 电源 三相交流电源 ≥22KVA
Ø 电压: 380V ±10%
Ø 频率: AC 50Hz ±2%
Ø 压缩空气 : 一般工业用压缩空气
Ø 空气压力 : 0.4 MPa~0.8 Mpa
Ø 空气流量 : ≧ 20 m3/ h
Ø 空气质量 : 必须经过过滤和干燥
2)设备运行环境要求
Ø *高环境温度:45℃
Ø *低环境温度:10℃
Ø 相对湿度 : <95%
四、设备结构介绍
本高速金属切尔西3-0卢顿核心精密零部件均采用创始于 1983 年台湾士宏机械股份公司产品,其为台湾 专业制造厂商。其余零配件均采用国际一线品牌产品。是产品具备高效,稳定,刀具使用寿命长于其它国产切尔西3-0卢顿,锯切成品精度及表面粗糙度 均优于目前其他国产切尔西3-0卢顿。
1)大功率主轴箱:采用高精密齿轮及专用于硬质合金锯片的特殊主轴设计,主轴 处采用新型锥拔精密轴承,有效消除及吸收轴部在锯切过程中产生的细微震动(硬质合金刀具震动是影响其使用寿命的重要因素),主电机与主轴箱之间采用同步带方式 驱动闭门出现打滑等现象使设定转速在锯切中保持一致,及大保证锯切性能与锯片的 使用寿命;
2)进给系统:由伺服电机驱动滚珠丝杆带动锯刀箱进行水平式运动和强力进给, 将被夹压的工件高精度快速切断。滚珠丝杆为高精密研磨丝杆,保证了锯切过程中进 给的稳定性,保证了刀具的使用寿命。
3)消隙装置:消隙机构采用独立磁粉离合器传递扭矩,保持恒定的反向扭力,保证锯切中消隙力的稳定,使主轴齿轮使用与二级齿轮始终无间隙啮合;使圆锯片不容 易打齿而提高了刀具寿命;
4)微量冷却装置:冷却装置采用气驱式微量冷却润滑装置(不同于目前其他产品 采用的泵式结构,由于泵式结构其工作是接近每秒动作一次长年使用容易因机械损耗而失效)具有直观的调节油量观察口,及调气钮可方便调节气油量配合,无机械寿命 限制之缺点可超长期使用而不出故障;
5)钢丝刷装置:本切尔西3-0卢顿采用钢丝刷来刷除刀具上粘连的铁屑,其刷除效率远高于从动方式,有效防止刀具的二次切割问题,延长刀具的使用寿命;
6)锯片导向装置:锯片导向装置采用特殊材质,不伤刀具基板,导向更精密,锯切垂直度等均优与同类产品;
7)夹紧装置:由两组水平与垂直的夹紧装置组成。前后两套装置可同时夹紧和松开,保证锯切过程的平稳性。主夹钳口采用一体式设计,有效消除切割韧性材料时在 切断位置产生的粘连铁屑。
8)传感器:所有外部传感器均采用德国原厂进口产品,其稳定性检测精度使用寿 命等均大大优于同类产品;
9)送料装置:送料装置均采用伺服直连滚珠丝杆,以及所采用滚珠丝杆均为高精 密研磨丝杆,保证了送料的重复定位精度。
10)分料装置:能方便料头、料尾的收集处理,自动实现头尾与成品的分离与摆放。
11)气动原件:气动元件均为日本原厂元件,其使用寿命优于国内产品,确保相关被驱动装置,使用的稳定性;
12)电控系统:电气系统:由电器柜、触模屏、按纽、PLC、电机、接触器、继电 器、热交换器、开关和辅助元件等组成。机床可实现全过程数控,即除承料机架成排 摆放是手动外,从单根上料开始到锯切完成,以及到成品工件的收集,包括料头、料尾处理均由锯切线自动完成。设备安装安全保护装置能保证锯切线全过程的安全平稳 运转,符合 IEC60624.2005 国际标准,整洁、干净、安全、合理散热布局,带有开门断电功能对设备机操作人员安全起到保护;
13)控制界面:采用按钮主操作,HMI 辅助方式,HMI 界面简洁明了,操作简便更适合于普通工人易学易会,同时避免因 HMI 过多使用而损坏;
14)自动润滑装置:设备采用集中润滑的方式,由集中润滑单元对设备运动部位(滚珠丝杆、直线滑块导轨、轴承等)进行自动润滑,并具备自动润滑检测、报警功 能,以保证运动部件能够得到充分润滑,延长零部件使用寿命。采用 递进式定量黄油润滑,具有环保、润滑油打入量可根据实际使用情况设定润滑间隔,配有 独立黄油灌,避免加装黄油时被污染。
15)储料架:由机架、连杆机构、拨料机构、减速电机等组成。由减速电机、链 轮、链条传动,将成捆原料壹根根输送到拨料机构中,再通过油缸及连杆机构带动将 工件拨送至进料输送辊道上, *后通过送料机构将其输送至主机钳口部位进行锯切,大大降低工人的劳动强度,同时降低锯切辅助时间。
 联系人:胡经理
联系人:胡经理  电话:139-0621-5659
电话:139-0621-5659  邮箱:jinmaojuyue@163.com
邮箱:jinmaojuyue@163.com  地址:苏州市相城区北桥街道凤北荡62号
地址:苏州市相城区北桥街道凤北荡62号 
